[vc_empty_space height=”20px”]
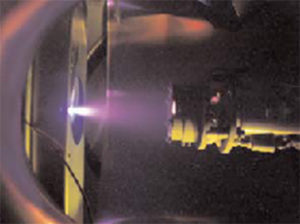
図1:パルスレーザー堆積プラズマプルーム
パルスレーザ蒸着 (PLD) は、酸化物、窒化物、炭化物、半導体、金属、さらにはポリマーなどのさまざまな材料へ表面コーティングするために広く使用されている多目的技術です。ナノ秒のパルス時間幅のエキシマレーザとQスイッチNd:YAGレーザは現在PLDを使用するための標準となっています。PLDはセットアップが簡単で成膜率が高く汚染が少なく、結果として得られる膜の化学量論的比率が良いなど他の成膜技術に比べて大きな利点があることが実証されています。PLDは過去20年の間に産業用アプリケーションにおいてますます重要性を増してきました。PLDはより広範なレーザ材料加工市場のひとつです。ここ数年はフェムト秒とピコ秒の時間幅(10-15~10-12秒)の超短パルスレーザは、レーザ微細加工によって得られる品質の向上と微細なスケールの低減に大きな期待が寄せられています。微細加工の高精度化をもたらすフェムト秒レーザのユニークなアブレーション特性は、均一な粒子状プラズマの製造にも有益です。
フェムト秒およびピコ秒レーザは、従来のPLDアプリケーションにおいてナノ秒レーザに取って代わる可能性を秘めており、そのユニークな機能により、様々な分野での新しい用途を可能にします。FCPA µJewelシリーズなど堅牢で信頼性の高いIMRAのフェムト秒ファイバーレーザは、これらの有望な技術の産業展開に理想的です。
動作原理 パルスレーザー蒸着は、図2に示すように、3つのプロセスで構成されています。
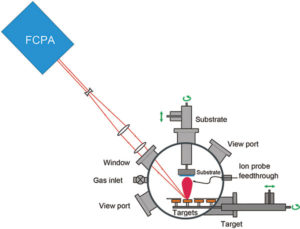
図2:フェムト秒PLDの典型的なセットアップ
1.ターゲットから材料を除去するためのレーザーアブレーション
2.プラズマの物質の放出。
3.基板へのプラズマ材料への堆積
コーティングの品質は、レーザフルエンス、バックグラウンドガス、基板温度などの蒸着パラメータを変化させることによって制御することができます。 このレーザアシスト物理的方法は、材料に関して非選択的であり、化学的に不活性かつ高い融点を有します。例えば屈折性金属および貴金属のようなものに特に適しています。
フェムト秒ファイバーレーザは、パルスレーザ蒸着加工に大きな利点があります。フェムト秒レーザパルスの高いピークパワーと短いパルス持続時間は、最小限の熱損傷や衝撃箇所やデブリや変質の低減でクリーンなアブレーションをもたらします。PLDの最初のステップとして使用される場合、この「非熱」アブレーションプロセスは粒子およびコーティングの生成の点でより良い結果をおたらします。
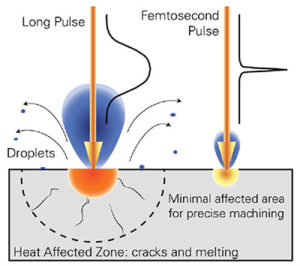
図3:ロングパルスレーザーアブレーションとフェムト秒パルスレーザーアブレーションの比較。
フェムト秒レーザアブレーションにおける材料除去の物理化学的プロセスはナノ秒レーザーアブレーションよりも複雑ですが1.それらはより制御可能で再現性の高いものにすることが可能です。超短パルスレーザが示す驚くほどクリーンなアブレーション特性は非常に高いピークパワーと短いパルス持続時間に由来しており、熱拡散などの熱効果が発生する前に素早く材料をイオン化して気化させます。2.レーザーパルスが材料にエネルギーを蓄積している間、ターゲットの照射領域はエネルギーを失うことはありません。 加熱はほとんど照射領域に局在しているため、アブレーションの閾値を下げることができます。高温の気化した材料はターゲット材料の隣接領域を加熱する前に表面から排出され、図3に示すように熱影響ゾーン(HAZ)が減少します。 その結果、図3に示すように熱影響部(HAZ)が減少し、材料の溶融・再融着が少なくなり変質が少なくなります。 また誘導された衝撃波の強度が低いため、衝撃影響ゾーン(SAZ)が減少し,アブレーションゾーン箇所への破片の飛散が少なくなります。
透明な材料 PLDは材料のレーザアブレーションから始まるので、超高速レーザアブレーションは、金属・セラミック・半導体・誘電体・または生物学的材料・細胞および組織であるかどうかにかかわらず、多種多様な材料クラスで機能することに注意することが重要です。ほとんどのレーザ微細加工では、材料がレーザ波長で吸収するときにアブレーションが最適に機能します。そのために例えば、可視域では透明であるがUVでは吸収するポリマーやその他の材料の加工にUVレーザが一般的に使用されます。 高強度のフェムト秒レーザパルスを使用すると、透明な材料(レーザーの波長に対して透明な材料も含む)を再現性よく正確に加工することができます。 フェムト秒レーザパルスは通常、多くの誘電体のIR(通常800 nmまたは1060 nm)透過波長領域にありますが、高強度パルスは「ターゲットにUVを照射すること」に相当します。
これは、フェムト秒パルスによって発生する非常に高い強度によって駆動される材料の非線形光学効果に起因しています。パルスエネルギーEp= 1 μJ、1 ピコ秒の持続時間は、Ppeak= 1 MWとなります。これを5μmのスポットサイズに集束すると、パワー密度はIpeak~ w/cm2〜1012〜1013w/cm2です。
このような強度では、多光子イオン化により透明な誘電体材料でさえも構成原子から外部電子が剥ぎ取られてしまいます。これによりアバランシェイオン化のカスケードが始まり、材料の光学的破壊と気化を起こします。その結果、非常に制御された予測可能なアブレーション閾値と除去率が得られます。
微細加工用レーザシステムの比較 一般的に、エキシマレーザとNd:YAGレーザは産業用として長い歴史を持ち、PLD アプリケーションに使用されてきました。これらのシステムは、~1 mJ の高パルス エネルギーと 1~5 kHz の繰り返し周波数を持っています。集光ビームでは、1 mJのパルスエネルギーはアブレーション閾値をはるかに超えており、パルスレーザの利点の多くが失われてしまいます。 非常に高いエネルギー入力のため、レーザ強度をアブレーション閾値の近くまで下げない限り溶融・変質・デブリの発生などの熱影響が増加します。通常はこの結果、レーザ出力の大部分が減衰して無駄になります。さらにこれらのレーザの比較的低い繰り返し周波数は、ガルバノメーターによる迅速なビームスキャンを必要とすることが多い直描微細加工技術には適していません。
IMRA FCPA µJewel のようなファイバー ベースのフェムト秒 レーザは、エキシマおよびNd:YAGレーザの代替に優れています。10 µJ までのパルス エネルギーと 100 kHz ~ 5 MHz の繰り返し周波数で、FCPA はほとんどの材料のアブレーションに十分なパルスエネルギーを提供し、直描微細加工アプリケーションには十分に高い繰り返し周波数を提供します。
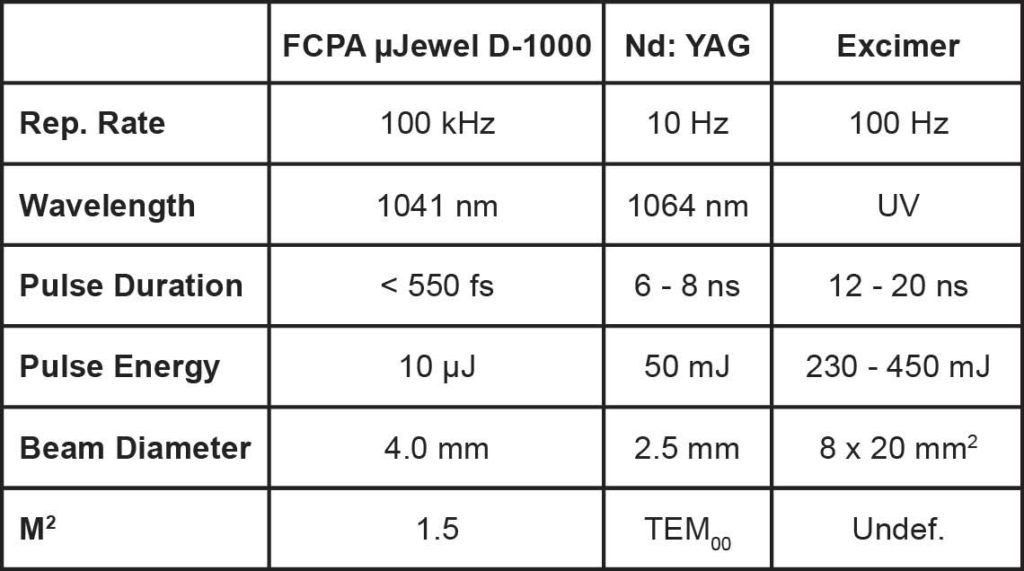
表1:PLDに使用したレーザの性能パラメータ
表1は、典型的なFCPA μJewelモデルをNd:YAGレーザーとエキシマレーザーで比較したものです。
以下では、電子機器や自動車製造などの多様な重要な技術分野に触れるパルスレーザ蒸着アプリケーションの例を紹介します。
例1:薄膜の成膜 薄膜コーティング(厚さナノメートルからマイクロメートルのオーダー)は、多くの産業用途で様々な機能に使用されています。金属や複合材料に「ハードコート」を施すことで表面硬度を向上させることができます。 また光学基板を介した透過率を向上させたり、MEMSなどのデバイス用に材料の層を形成することで、新しく斬新なデバイスの製造にも使用できます。
パルスレーザ蒸着(PLD)が他の成膜技術と比較して、セットアップが簡単であること、成膜速度が速いこと(nm/min単位)、汚染が少ないこと、ターゲットからフィルムへの材料の化学量論的な移動などの大きな利点があることが実証されています。しかしナノ秒パルスレーザを採用したPLDには、いくつかの欠点があります。最も困難な問題は、溶融表面層のスプラッシュ(突沸)によりフィルム表面に直径10μmまでの微粒子または液滴が形成されることです。
最近の報告3,4では、フェムト秒ファイバーレーザを使用することにより飛沫問題を解消する解決策になる可能性があることが示されています。それ以外にもターゲットへのダメージが少なく、より低いアブレーション閾値、高イオン化プラズマなどの有益なアブレーション特性を提供します。MHz 領域での繰り返し周波数は、高成膜率で高品質の膜を成長させることができます5 。一方ファイバーベースの設計でこれらのレーザは非常に安定しており、過酷な環境での使用に適しています。
ナノ秒パルスを用いたPLDとフェムト秒パルスを用いたPLDの結果を比較した例を図4に示します。
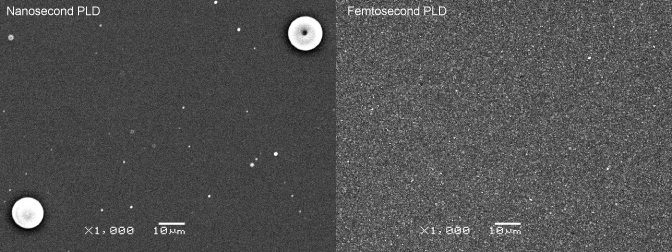
図4 FeSi2基板上のナノ秒(左)とフェムト秒(右)のパルスレーザーによるPLD結果の比較
実施例2:ナノ粒子の生成 光量子ドットや磁気メモリのようなアプリケーションの中には1 µm以下のサイズで生成された材料の特殊な特性を必要とするものがあります。不活性ガス中でのレーザ誘起蒸気の強制核生成は、過去数十年の間に小さな金属6や半導体7,8の粒子を生成するために広く利用されてきました。これらの「ナノ粒子」はそのサイズが小さいために多くのユニークで化学的・物理的特性を有しますが、いくつかの異なる化学的・物理的手法によって形成することができます。
しかしながら、選択された大きさに均一に分散したナノ粒子を高純度で効率的に合成し、塗ることはまだ大きな課題です。 フェムト秒レーザアブレーションは、フェムト秒材料アブレーションの明確なアブレーション閾値と霧化閾値により、ナノ粒子生成のための新しい方法9-11として提案されています。
ある研究12ではフェムト秒レーザアブレーションが室温でのナノ粒子生成のための物理的方法一つとして提供することが示されました。レーザのフルエンスを制御し異なるバックグラウンドガスを供給することにより、様々な材料のナノ粒子を生成し希望のサイズ分布・結晶性および化学組成を持つ基板上にコーティングすることができます。図5はナノ秒PLDと比較したフェムト秒PLDの方がより均一な粒度分布を示しています。
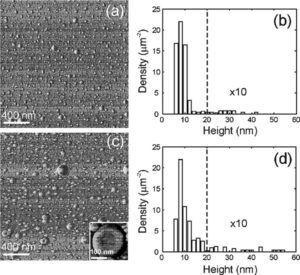
図5 PLDで得られたニッケル粒子のAFM画像(左)と粒度分布(右)。c)のインセットは、大きな粒子の "粉砕された液滴のような形状 "を示しています。
ナノ粒子を生成するための効率的なプロセスは、産業用アプリケーションにおけるナノ粒子の特殊な特性を実現するために必要とされています。フェムト秒レーザーを使用すると、パルスレーザーによってナノ粒子を生成することが可能になります。PLDと同じ形式で行うことができますが、コーティングを作成するときよりレーザーフルエンスを低くして粒子を生成します。
概要 フェムト秒レーザパルスは多くの材料加工技術において、時間幅の長いナノ秒パルスよりも利点があることが実証されています。レーザエネルギーは急速に堆積させることができ、隣接する領域への熱拡散なしに照射領域に局在化させることができるため、非常に綺麗なアブレーションと正確で制御可能な材料除去が可能になります。またナノ秒レーザを使用する場合と比較して、粒子径をより厳密に制御することができます。一方で高い繰り返し周波数のフェムト秒ファイバーレーザシステムは、これらのプロセスの速度を向上させることができます。これらの利点によりフェムト秒ファイバーレーザは、ガラス・紙・ポリマーなどの温度に敏感な基板上の薄膜成膜やナノ粒子生成などの PLD アプリケーションや、半導体上のLow-K膜のパターニングなどの産業用で重要なプロセスに適したレーザといえます。
参考文献
- ノルテ(2003)"マイクロマシニング"M.E.フェルマン、A.ガルヴァナウスカ、G.スチャ(編)。 超高速レーザー。技術と応用埴科省の研究室では,「日本の社会の変化」をテーマにした研究を行っています。ニューヨーク, NY.マルセル・デッカー社
- P.Pronko, S.K. Dutta, D. Du, R.K. Singh (1995)."このように、本研究では、レーザー加工における熱物理学的効果の研究開発を行っています。
- P.薄膜中の同位体の濃縮度は、レーザーアブレーションプルーム中の同位体濃縮度と同程度であることがわかった。"このように、この研究では、レーザーアブレーションプルームと同程度に堆積した薄膜中の同位体の濃縮度を調べた。このように、本研究では、このような研究の成果を、より多くの人に知っていただくために、研究者の皆様にご理解いただけるように、研究を進めてまいりました。
- G. Gamaly, A.V. Rode, B. Luther-Davies (1999)."高パルスレーザーによる超高速アブレーション。このように、本研究では、高パルスレートレーザーを用いた超高速アブレーションの研究を行っています。
- Reilly, C. Allmond, S. Watson, J. Gammon (2003)."高平均出力自由電子レーザーを用いたパルスレーザー堆積:高繰り返し率のサブピコ秒パルスの利点」、J. Appl. Phys. 93巻、No.5、pp. 3098-4001
- G. Dietz, M.A. Duncan, D.E. Powers, R.E. Smalley (1981)."このようにして、金属クラスタービームの超音速レーザー製造法を開発しました。このように、この研究では、レーザーを用いた超音速金属クラスタービームの製造方法について研究を行っています。
- 瀬戸、川上康夫、鈴木直樹、平澤正樹、綾直樹(2001)."均一なシリコンシングルナノドットのレーザー合成, Nano.Lett.Vol.1, No.6, pp.315-318
- 平澤、折井、瀬戸、平澤、折井、瀬戸、平澤、折井、瀬戸、瀬戸(2006)。"Siナノ粒子のサイズ依存結晶化", Appl. Phys.88 巻第 9 号、093119-093121 頁。
- V.Bulgakov, I. Ozerov, W. Marine (2004)."シリコンのフェムト秒レーザーアブレーション下でのクラスター発光" Thin Solid Films Vol.453-454, pp.557-561
- エリエゼル、N.エリアズ、E.グロスマン、D.フィッシャー、I.グーズマン、Z.ヘニス、S.ペッカー、Y.ホロビッツ、M.フレーエンケル、S.ママン、Y.レリア。(2004)."フェムト秒レーザーパルスを用いたナノ粒子の合成" Phys.Rev. B Vol. 69, No.
- このように、本研究では、真空中でのナノ粒子形成の一般的な経路として、固体ターゲットにフェムト秒レーザーパルスを照射している。"このように、本研究では、ナノ粒子形成のための一般的な経路としての固体ターゲットへのフェムト秒レーザーパルス照射について研究を行っている。
- 劉、Z. Hu、Y. Che、Y. Chen、X. Pan (2007).劉 瑞穂・胡 輝雄・チェ・楊 輝雄・陳 輝雄・パン(2007) "ニッケルの超高速パルスレーザーアブレーションにおけるナノ粒子生成" Appl.Phys.Lett.90, No.4, 044103