GHzのfsパルスバーストを用いたアブレーションの強化
"Enhanced ablation using GHz bursts of fs pulses" (doi 10.1117/12.2542582)の論文全文をダウンロードする。
序論
レーザーは、創業以来、材料加工に使用されてきました。 レーザーの従来の動作モードは、システムを一定のパルス周波数で動作させ、レーザーの出力を処理する材料の表面に集中させることです。 このモードでは、一定の加工速度とそれに見合った加工品質が得られます。 普及とアピールのためには、この両方を改善する努力が重要でした。 残念ながら、速度と品質の同時改善は一筋縄ではいきません。 例えば、切断速度が速いと、エッジの品質が悪くなることがよくあります。
しかし、フェムト秒レーザーは、処理の質を大幅に向上させることが示されています。 さらに、ここ数年の間に、パルス バーストを展開することで処理速度が大幅に改善されることが示されています。 バーストの概念は、各パルスを分割し、そのエネルギーをパルスのタイトなクラスタに分配することに基づいており、それらは急速なパルスバーストで表面に配信されます。 本論文では、フェムト秒バーストが、ガラス、サファイア、ダイヤモンドなどの透明な硬い材料を加工するという難しい問題にうまく適用できることを示している。
バーストの利点を評価するために、シングルパルス、GHzバースト、および通常のバーストという様々なレーザー操作モードのアブレーション結果の比較が示されています。 この場合、「シングルパルス」とは、レーザーを一定のパルス繰り返し周波数で作動させる場合を意味します。 これらのモードのそれぞれについて、2つの疑問に答えるために、詳細な比較を行います。(a)アブレーション閾値は何か、(b)材料除去率は何か?
まず、300fsから3psまでのパルス幅を持つ個々のパルスのアブレーション閾値の比較から始める。 これらのパルスは、パルス間の間隔が20 nsの通常のfsパルスバーストと、1.4 nsのパルス間隔のGHzバーストとで対比されている。 また、バースト中の fs パルス数を 3 から 9 まで、1 バーストあたり 17 パルスに調整し、シングルパルスの場合と 20 ns バーストの場合とで、様々な GHz ミリング結果を実施し、対照をとっている。
フェムト秒領域、特に透明な硬質材料の場合、アブレーションプロセスは多光子吸収と伝導帯での自由キャリアの生成から始まる。 自由キャリアの数が十分に多い場合、アバランシェが起こり、その後、クーロン推進による材料の分解とアブレーションが起こります。 このプロセスは本質的に非熱的であり、手元にある材料のアブレーション閾値を確立します。 一般的に、基板内に残っているフリーキャリアは、そのエネルギーを格子に移動し、表面の熱化を開始します。 その結果、フェムト秒パルスを用いた材料処理には、アブレーションを促進するために操作することができる熱成分も含まれています。 これは、パルスバーストを使用することによって行われます。
パルス間の間隔をナノ秒程度に短縮した GHz バーストは、従来 fs パルスレーザで得られていた加工品質でありながら、長パルスレーザに近い材料除去率のさらなる向上を図る試みである。 本研究では,主に透明な硬質材料を対象としているが,様々な材料を対象とした試験を行っている. 1 ns の逆数は 1 GHz であることに注意してください。したがって、GHz バーストは、この特殊なレーザ動作モードの名称として使用されます。
じっけんけいかく
GHzバースト、通常のバースト、および従来のシングルパルシングの間のアブレーション結果を比較するために、2つのレーザを使用しています。 1つ目のレーザーはGHzシードFCPAレーザーで、2つ目のレーザーは通常のシングルパルスモードまたは20 nsバーストで動作するDE1050レーザーシステムです。 どちらのレーザーもIMRA America, Inc.によって設計・製造されています。
バースト内の GHz パルス間の間隔は、内部的に 1.4 ns に設定されています。 バーストモードでは、レーザはバーストあたり 3、9、または 17 パルスのいずれかで動作します。 バーストあたりのパルス数(3、9、17)の選択は、従来のバースト動作とシングルパルスでのアブレーション結果を段階的に比較したいという願いから、任意に選択されました。 適切な比較を確実にするために、送達されたパルスまたはバーストエネルギーは同じに維持され、焦点スポットの直径は同じに維持され、従って、フルエンスレベルは維持されます。
切除限界の洞察
より複雑で高出力なバースト操作のアブレーション条件の基礎を理解するために、シングルパルスアブレーション実験を実施しています。 この目的のために、個々のパルス/バーストを作業基板上に堆積させ、それぞれの条件でアブレーションのしきい値を測定します。 これは、堆積されたパルスまたはバースト間の重なりをなくすために、高速でスキャンしながら、レーザーを低い周波数で動作させることによって行われます。
図1は、パルスまたはバーストフルエンスに対するアブレーションクレーターの直径を示しています。 破線と横軸の交点は、これらの様々な動作モードのアブレーション閾値を表しています。
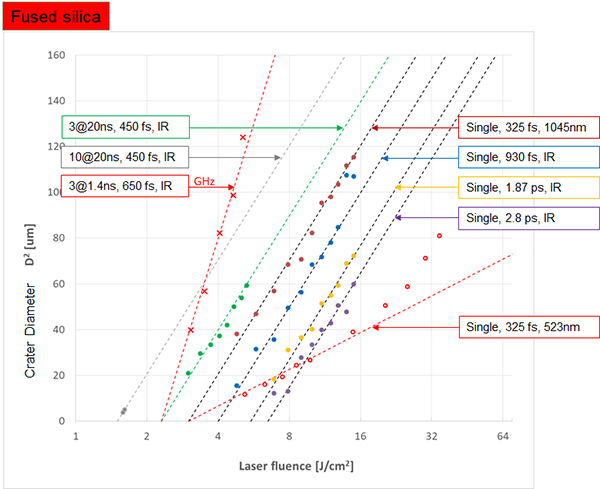
図1.325fs、930fs、1.87ps、2.8psのパルス幅でのシングルパルスアブレーション閾値の測定結果を示しています。また、第2高調波(523 nm)のシングルパルスアブレーション閾値も示しています。3@20ns, 450fs, IR]は、平均パルス幅450fs、波長1045nmの3パルスバーストを20nsのパルス間隔で使用していることに注意してください。3パルスバースト、および10パルスバーストは、低減されたアブレーションしきい値を有すると見られる。ここで使用した基板材料は溶融シリカである。破線と横軸の交点がアブレーション閾値である。
図1はまた、シングルパルスアブレーションの閾値と個別バーストの閾値を比較したものです。 この場合、バーストのクレーター直径は、20 nsのバーストと1.4 nsの溶融シリカの個別バーストについてチャート化されています。 ここで測定されたクレーター直径は、バースト全体の集合直径であり、横軸に使用されるフルエンスレベルは、バーストの総フルエンスをそのバースト内のパルス数で割ったものであることに注意してください。 この結果は、マルチパルスの損傷閾値が単一パルスの損傷閾値よりも低いという考え方を支持しています。すなわち、一連の低エネルギーパルスは、単一パルスの損傷閾値よりも低いフルエンスレベルで表面損傷を発生させる可能性が高いのです。 この場合、10パルスバーストの水平軸の交点が3パルスのそれよりも小さく、単一パルスのそれよりも小さいことが興味深い。 また、溶融シリカの場合、3パルスGHzバーストの有効損傷閾値は、3パルス20nsバーストの有効損傷閾値と類似していることが興味深い。
さらに、図1に示すように、523nmにおける第2高調波パルスのシングルパルスアブレーション閾値を測定する。 横軸との交点が基本波と似ていることに注意してください。
バースト加工
レーザーが様々な材料を粉砕するために連続ストリームで動作している間に、材料除去率をテストするために、より多くのアブレーション比較が行われています。 100 kHzでのシングルパルス、1.4 nsでのGHzバースト、および20 nsバーストに加えて、光パルスが時間内に均等に配信されるようなバーストの極端なケースを説明するために、第4のモードが追加されています。 これらの様々なモードは、図2に模式的に示されています。 使用された材料(およびそれぞれの熱伝導率、W/mK)は、(a)ホウケイ酸ガラス、1.14、(b)溶融シリカ、1.38、(c)サファイア、40、(d)単結晶シリコン、149、(e)アルミニウム、205、および(f)CVDダイヤモンド、2000 W/mKである。
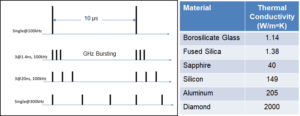
図2.テストしたレーザー動作のモード:シングルパルス@100kHz、3パルスGHz bursting@1.4 nsと100kHz、3パルスバースト@20 nsと100kHz、300kHzでのシングルパルス。これらの様々なモードは、ホウケイ酸ガラス、石英ガラス、サファイア、単結晶シリコン、アルミニウム、CVDダイヤモンドの粉砕結果を比較するために使用されます。
図2に示した4つのレーザー動作モードは、材料除去と加工の加速化におけるバーストの利点を説明するために使用されています。 これらの速度は、3つの非常に異なる材料(溶融シリカ、ダイヤモンド、アルミニウム)について、図3に示されています。 300 kHzのシングルパルスモードの場合は、ピークパワーがバーストの場合と似ていますが、エネルギー堆積の遅延により、クレーターから基板への残留熱の最大拡散が可能になるため、特に興味深いものです。 この条件はまた、雲の遮蔽による負の影響を排除する。
図 3 に示すように、250 mm/s 以上のスキャン速度では、GHz バーストの性能は溶融シリカガラスの 20 ns バーストと同様であることがわかる。 スキャン速度が120mm/s以下では、雲の遮蔽と表面から放出される大量のデブリが原因で、材料除去効率が低下していることがわかる。 特に、150mm/s以下でのシングルパルシングでは、物質除去効率が徐々に向上していることに注目してください。 これは、隣接するパルス間の遅延が10ミリ秒であるのに対し、バースト内では1.4ナノ秒や20ナノ秒であることに起因している。
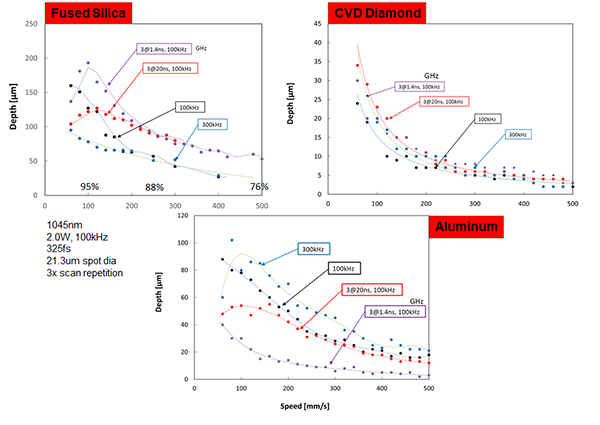
図3.溶融シリカ、CVDダイヤモンド、アルミニウムの様々なミリング加工におけるアブレーション深さの結果。すべてのケースは、シングルパルスと相関のある3パルスバースト加工の場合である。これらの結果から、GHz バーストは溶融シリカでは限られた利点があり、ダイヤモンドでは中立的な性能、アルミニウムでは負の利点があることがわかります。スキャン速度100、250、500mm/sは、それぞれ95、88、76%のパルス対パルスオーバーラップ比に対応している。
ダイヤモンドは溶融シリカとは大きく異なります。 最も注目すべき違いは、ダイヤモンドの熱伝導率が1500高くなっていることです。 これは、基板への熱拡散を促進し、バーストに対する強化された熱蓄積の効果を否定する。 したがって、この場合のアブレーションは、熱的アブレーション強化なしでクーロン推進に依存する。 その結果、ダイヤモンドのための図3に示された材料除去量およびミリング深さは、同じ堆積エネルギー量のための溶融シリカの場合よりもはるかに少ない。
図3はまた、同じような平均的なパワーレベルと周波数で、バーストモードの運転と比較して、シングルパルスの方が、バルクアルミニウムのより深いフライス加工結果が得られることを示しています。 特に、基板への熱拡散を許容する熱量が多いほど、より深い加工結果が得られます。 このことから、基板への熱拡散が最大になる条件に対応する300 kHzのシングルパルスモードは、他の動作モードよりもわずかに優れた性能を享受していると結論づけられます。 この優位性は、スキャン速度が120 mm/s以上の場合に見られます。 それ以下の速度では、雲の遮蔽が原因である可能性があり、フライス加工の効率が低下することがわかります。
バーストによる物質除去の効率は、放出される粒子の運動エネルギーに直接影響されることを指摘しなければならない。 この問題は顕著であり、GHzバーストに直接影響を与え、特に雲の遮蔽が関係してくる場合には顕著である。 例えば、GHz パルスの次のパルスが地表に到達するまでに、前のパルスによって放出された物質の雲は、地表から数ミクロンしかなく、分散する時間がありません。 このパルスは、その後、より多くの遮蔽効果に遭遇し、効率を低下させることになります。 これらの効果は、クーロンアブレーションによって発生する衝撃波のように、材料の分散によるアブレーションをサポートする残留熱の利点に対抗することになる。
上記の試験は、1.4 ns (GHz) と 20 ns のバーストに対して、9 パルスと 17 パルスのバーストフォーマットで繰り返され、拡張されています。 これらの結果はここには含まれていませんが、公開されています[文献1]。 これらの結果には、ホウケイ酸ガラス、ダイヤモンド、単結晶シリコンの比較も含まれています。
結論
バースト加工は、パルス幅がns~fsのレーザを用いて様々な加工に応用されています。 一般的に、パルス幅が短いほど(fs など)加工品質が向上します。 加工プロセスを強化するために、GHzと通常のバースト形式の両方をfsレーザに組み込むことができます。 しかし、どのようなレーザの動作モードでも、最適な性能は、意図された最終的な加工品質に依存します。 よくあることですが、材料除去率が高いと魅力的な結果が得られない場合があり、GHz の fs バーストなどの代替フォーマットやより高いピークパワーへの関心が高まっています。 このパルスバースト形式には、加工終了後の材料除去率と所望の表面粗さのバランスをとるように、分散エネルギーを調整できるという利点があります。
参考文献
- Hendow, S. T., Takahashi, H., Yamaguchi, M. and Jingzhou, X, "Enhanced ablation using GHz-pulsed fs laser," Proc. SPIE 11268, Laser-based Micro- and Nanoprocessing XIV, 1126809 (2020年3月2日).