[vc_empty_space height=”20px”]
レーザー微細加工は、パルスレーザ分野で急速に成長しているアプリケーションです。実際に材料加工は販売される全てのレーザにおいてアプリケーション市場を形成しています。レーザ微細加工は材料加工分野では自動車・医療機器製造・印刷・マーキング・電子機器を含む多くの産業で使用されています。
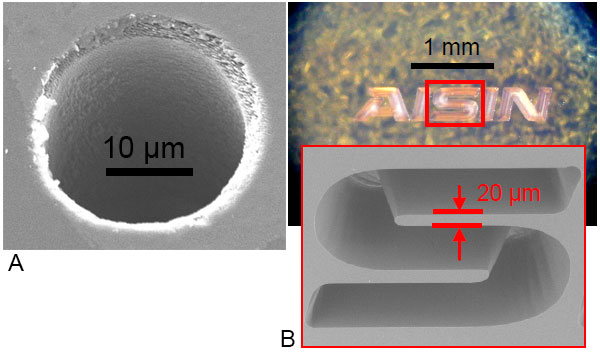
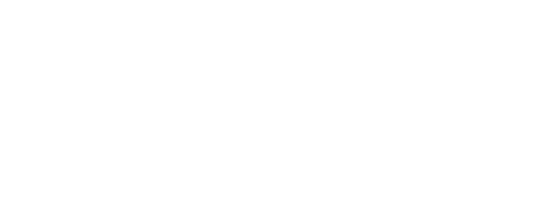
図1:単結晶ダイヤモンドのレーザー微細加工例A)直径20μmの穴 B)幅130μm×深さ150μmの文字
特にマイクロエレクトロニクスは、マスク修正、チップ修正、リンクブロー、ウエハー処理、ビアホールの穴あけなどさまざまなアプリケーションにレーザによる微細加工を使用する最大の産業分野の1つです。広く使用されているパルスレーザには、エキシマレーザや、Nd:YAGやバナジウムなどのQスイッチ固体レーザがあります。これらの従来型の微細加工用レーザは、通常ナノ秒からマイクロ秒の時間を持つパルスを生成します。ただし、ここ数年、フェムト秒レーザはレーザ微細加工によって得られる品質を向上させ、高品位微細加工に大きな期待を示してきました。 フェムト秒レーザの特有のアブレーション特性は、熱影響を軽減し、デブリ・ドロス・バリの減少と同様に微細加工の高精度化を実現します。さらに対象物への吸収がない透明な材料の切断と穴あけが容易になります。これらはいくつかのアプリケーションで従来のレーザに取って代わる可能性を示しますが、この特有の能力によって可能になる膨大な種類の新しいアプリケーションもあります。この特有の加工能力は半導体産業や眼科手術の分野で活用されています。以下に、いくつかの興味深い潜在的なアプリケーション分野について説明します。
動作原理 超短パルスレーザが示す驚くほど綺麗なアブレーション特性は、非常に高いピークパワーと短いパルス持続時間に由来しています。高ピークパワー・短パルスレーザによる加工は、照射領域を瞬時にイオン化して気化させるため、熱拡散などの熱効果が発生せず、従ってレーザ照射中にエネルギーを無駄に損失することはありませんこれにより、加熱はほぼ照射領域のみに局所化されアブレーションの閾値を低くすることができます。これだけでなく加熱されて気化した材料は、ターゲット材料の隣接する領域を加熱する前に速やかに排出されます。これにより図2に示すように熱影響ゾーン(HAZ)と衝撃影響ゾーン(SAZ)が減少します。また材料の溶融・変質・再融着が少なくなるためデブリが少なくなります。誘起される衝撃波の強度も低いため、SAZが減少し、アブレーションゾーン付近での破片の飛散も少なくなります。この綺麗なアブレーションプロセスは直接描画または面露光技術により、マイクロサイズまたはサブミクロンサイズの構造の非常に正確な機械加工が可能になります。このプロセスは爆薬を爆発させることなく切断し構造化することで実証されています。
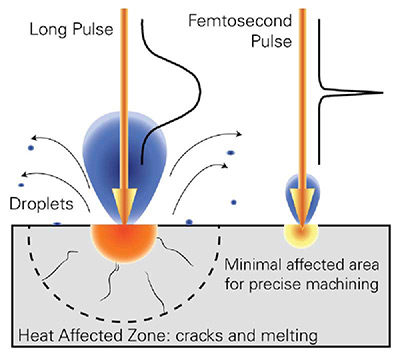
図2:ロングパルスレーザーアブレーションとフェムト秒パルスレーザーアブレーションの比較。
適用材料 フェムト秒レーザアブレーションのもう一つの注目すべき点は、金属・セラミック・半導体・誘電体、または生体材料・細胞・組織などのさまざまな材料にアブレーション効果を発揮することです。ほとんどのレーザ微細加工では材料がレーザ波長で吸収しているときにアブレーションが最も効果的に機能します。例えばUV出力を備えるエキシマレーザはセラミックやポリマー、可視光では透過しますがUVでは吸収がありますのでそれらの材料の加工に、より一般的に使用されています。高強度のフェムト秒パルスレーザを用いれば、レーザ波長に対して透明な材料であっても、再現性のある高精度な加工が可能となります。フェムト秒レーザパルスは通常、多くの誘電体の透明領域である赤外域(通常800nmまたは1060nm)にあるにもかかわらず、高速高強度パルスは “ターゲット上はUV”に相当します。これは増幅されたフェムト秒レーザシステムによって生成される非常に高い強度によって材料の非線形光学効果が発生します。Ep = 1 μJのパルスエネルギーと1 psの持続時間を持つ超短パルスレーザはPpeak = 1 MWのピークパワーを持っています。これをサイズ5μmのスポットに集光すると、出力密度はIpeak~1012~1013W/cm2のレベルに達します。このような強度では、多光子イオン化により、透明な誘電体材料の構成原子からも外側の電子が除去されます。これによりアバランシェイオン化が始まり、光学的破壊と材料の気化が起こります。その結果、非常に制御された予測可能なアブレーション閾値と除去率が得られます。
微細加工用レーザ装置の比較 一般的にTi:Sapphireレーザは、研究で確立されたステータスに基づいて、ほとんどの微細加工アプリケーションに使用されてきました。これらのシステムは、1~5 kHzの繰り返し速度で 1 mJ の高エネルギーを持っています。しかししっかりと集束されたビームの場合は1 mJのパルスエネルギーはアブレーション閾値をはるかに超えており、フェムト秒レーザの利点の多くが失われています。すなわち、レーザ強度を閾値近くまで下げない限り、溶融・変質、およびデブリの生成を伴う熱影響の増加があります。通常これを避けるため出力の大部分が捨てられ無駄になります。さらに比較的低い繰り返し周波数はガルバノによる迅速なビームスキャンを必要とすることが多い直描微細加工技術には適していません。より高い繰り返し周波数はこのような場合に有益です。
ファイバーベースフェムト秒レーザであるIMRA の FCPA µJewelは、微細加工に優れた代替性能を提供します。最大 1 MHz の繰り返し周波数で 10 µJ パルスの FCPA は集光スポットでほとんどの材料のアブレーションに十分な光強度を提供し、直描アプリケーションには十分な高繰り返し周波数を提供します。表1は、一般的なTi:SapphireレーザシステムとFCPA µJewelの前身であるFCPA-2(2001年に発売)の性能を比較したものです。
表1.レーザー性能パラメータ
2004年にIMRAによって、FCPA-2ファイバーレーザーと1 kHz Ti:Sapphire再生増幅器システムのアブレーション閾値と材料除去率を比較するパラメトリック研究が行われました。金属・半導体・誘電体を含むいくつかの材料が研究されました。アブレーション閾値の結果を表2にまとめたものです。
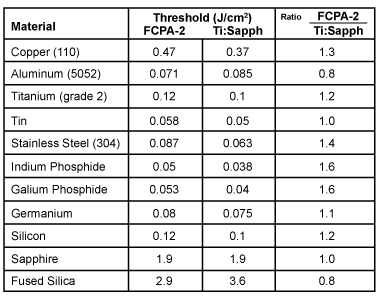
表2:アブレーション閾値フルエンス
2つのレーザの閾値は、ほとんどの材料で非常によく似ており、Ti:Sapphireからの800 nmのパルスはわずかに低い閾値を与えていることが分かりました。 図3は閾値の繰り返し周波数(パルス分離)への依存性を示しています。実際にはパルス分離が小さくなるにつれてアブレーションの閾値は減少しますが、これはより高い繰り返し率が有利であることを意味します。
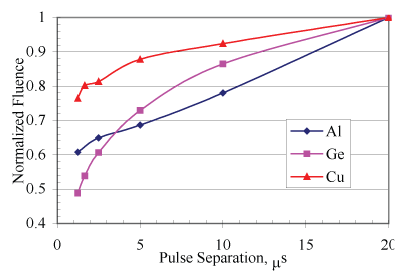
図3:FCPA-2で処理された3つの材料の正規化された閾値とパルス分離。
サブディフラクション-限界解像度 いくつかのアプリケーション(例えばフォトマスクリペア)では、1ミクロン以下の空間的な詳細と解像度が必要とされます。よく定義されたアブレーション閾値と最小限の熱拡散を利用して、もう一つの利点であるサブ回折限界の解像度を得ることができます。その原理を図4に示します。ガウシアンビームプロファイルがターゲットに集光され、パルスエネルギーが正しく調整されている場合、ガウシアンのピークの強度のみがアブレーション閾値を超え、レーザスポットサイズよりも小さいスポットから材料を除去することができます。 薄い銀膜(厚さ600 nm)上での初期のデモンストレーションでは、レーザスポットサイズがターゲット上で3 μmであり、波長が800 nmであったにもかかわらず、300 nmの直径で穴を開けることが可能であることが示しています。 これにより極小サイズを必要とする加工用途が可能になります。
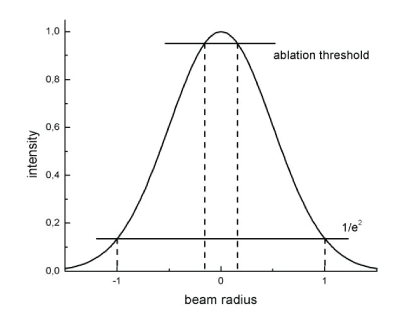
図4: ガウシアンレーザビームの焦点内の強度分布の模式図。パルスエネルギーを慎重に調整することで、ビームの中心付近のフルエンスのみがアブレーション閾値を超えるため、サブディフラクションに制限された構造化が可能になる。
例1:薄膜の除去 ポリマー基板上の金属膜は、ミクロン単位までの非常に微細なパターニングが頻繁に必要となります。 一つの方法は化学エッチングを使用することですが、これは多段階のリソグラフィプロセスを必要とします。 基板上の金属の直描パターニングにレーザを使用すると便利です。 しかしポリマー基板は通常、その上の金属膜よりも融点が低いという事実があるため非常に困難です。
CW レーザを使用する場合,図 5.A に示すように基板に大きなダメージを与えずに金属を除去することは事実上不可能です。図5.B.に示すようにフェムト秒パルスを使用すると、結果として得られるラインは、8 μm以下の幅でフィルムに綺麗にカットされます。FCPA-2レーザの高い繰返し周波数(>200kHz)は繰返し周波数が1~5kHzの従来のTi:Sapphire再生増幅器と比較して、直描プロセスの直線速度を大幅に向上させています。
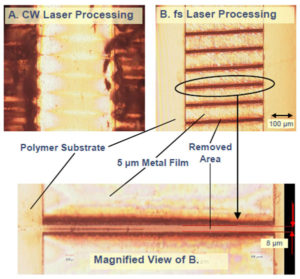
図5: A)CWレーザによる金属膜の除去では、ポリマー基板に大きなダメージを与えている。B) フェムト秒レーザー加工は、基板への影響を最小限に抑えながら、金属膜にクリーンな線をカットします。
例2:表面のナノ周期化 フェムト秒レーザーパルスを用いて研磨された表面に照射すると、ナノ周期化された表面が得られます。表面構造の深さ・周期性・方向・パターンなどの特性は、ビームの偏光・エネルギー・露光に依存するため、ある程度制御することが可能です。この周期は表面間の摩擦を低減させることが知られており(潤滑剤の保持力が高まると考えられています)、様々な機械部品への応用が期待されています。
図6は、F = 0.22 J/cm2のパルスフルエンスで銅上に形成された周期的な表面構造の偏光依存性を示しています。直線偏光の場合、加工された表面の隆起はビーム偏光に対して垂直に走っていることに注意してください。 円偏光を使用するとサブミクロンサイズの円錐構造が得られます。
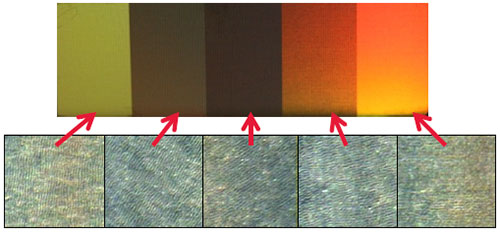
図6:研磨されたステンレス鋼クーポンのナノテクスチャリング。稜線の方向は、入射するレーザービームの偏光によって決定される。
ナノ構造化の潜在的なアプリケーションには、ベアリングの摩擦の低減、触媒の表面積の向上、および表面濡れ性のコントロールなどがあります。
概要 フェムト秒レーザパルスは、多くの材料に対して「時間が長い」(ナノ秒またはピコ秒)レーザパルスよりも利点があることが実証されています。レーザエネルギーは急速に蓄積させることができ、隣接する領域に熱拡散することなく照射領域に局在します。これにより非常に綺麗なアブレーションと正確で制御可能な材料除去が可能になります。このような利点から、超高速レーザは、マイクロエレクトロニクスや眼科手術の用途に最適なレーザです。
高繰り返し周波数の高エネルギーフェムト秒レーザーシステムは、薄膜除去のような直描プロセスの高速化を可能にし、また他の手段では困難であったり不可能であった薄膜除去を周囲に損傷を与えずに可能にします。上記の例はポリマー基板上の金属膜を対象としたものですが、半導体上の低誘電体のパターニングなど産業上重要なアプリケーションにも適用可能です。表面ナノ周期化はまた、機械部品製造や触媒だけでなく、あらゆる分野での応用の可能性を秘めています。
参考文献
- ヘイト、D.ヘイデン、P.ロンゴ、A.ニアリー、A.ワグナー(1999年)。"MARS.製造業におけるフェムト秒レーザーマスク高度補修システム" J. Vac.Sci.Technol.B Vol.17, pp.3137-3143
- ノルテ(2003)"マイクロマシニング"このような状況下では,本研究の成果は,「研究者のための研究」と「研究者のための研究」の2つに分類されます。 超高速レーザー技術と応用359-394頁。ニューヨーク、ニューヨーク。ニューヨーク: NY: Marcel Dekker Inc.
- D.ペリー, B.C.スチュアート, P.S.バンクス, M.D.フェイト, V.ヤノフスキー, A.M.ルベンチク (1999)."誘電体材料の超短パルスレーザー加工, J. Appl. Phys. Vol.
- P.プロンコ, S.K.ダッタ, J.スクワイア, J.V.ラッド, D.デュ, G.ムルー (1995)."800 nm のフェムト秒レーザーを用いたサブミクロンホールの加工" Opt.通信。114巻、106-110頁
- Bovatsek, L.Shah, A. Arai, T. Yamamoto, Y. Uehara (2004)."超高速YbファイバベースFCPAレーザとTi:Sapphireレーザとのレーザアブレーション閾値とエッチングレートの比較", SPIE論文集, Vol.5662, pp.661-666